Mechanical seal chamber
دوره کامل آموزش پمپ های API610 (پمپ های فرآیندی) بخش چهارده
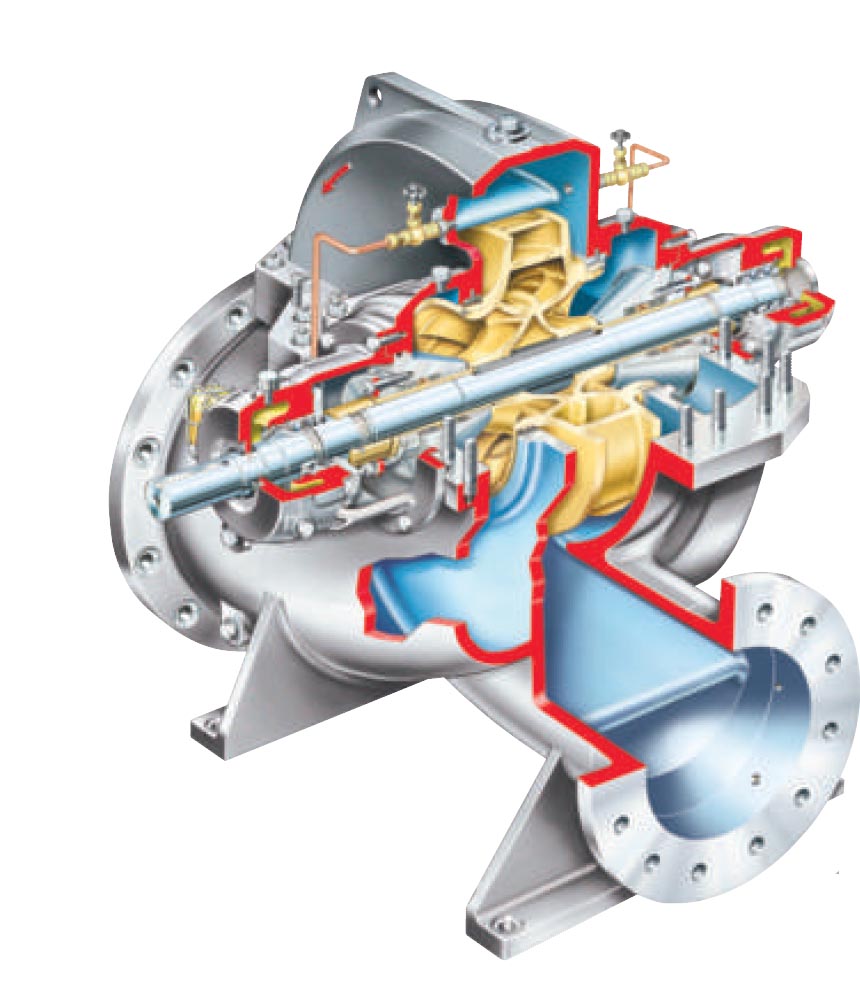
محفظه آب بندهای مکانیکی (Mechanical seal Chamber):
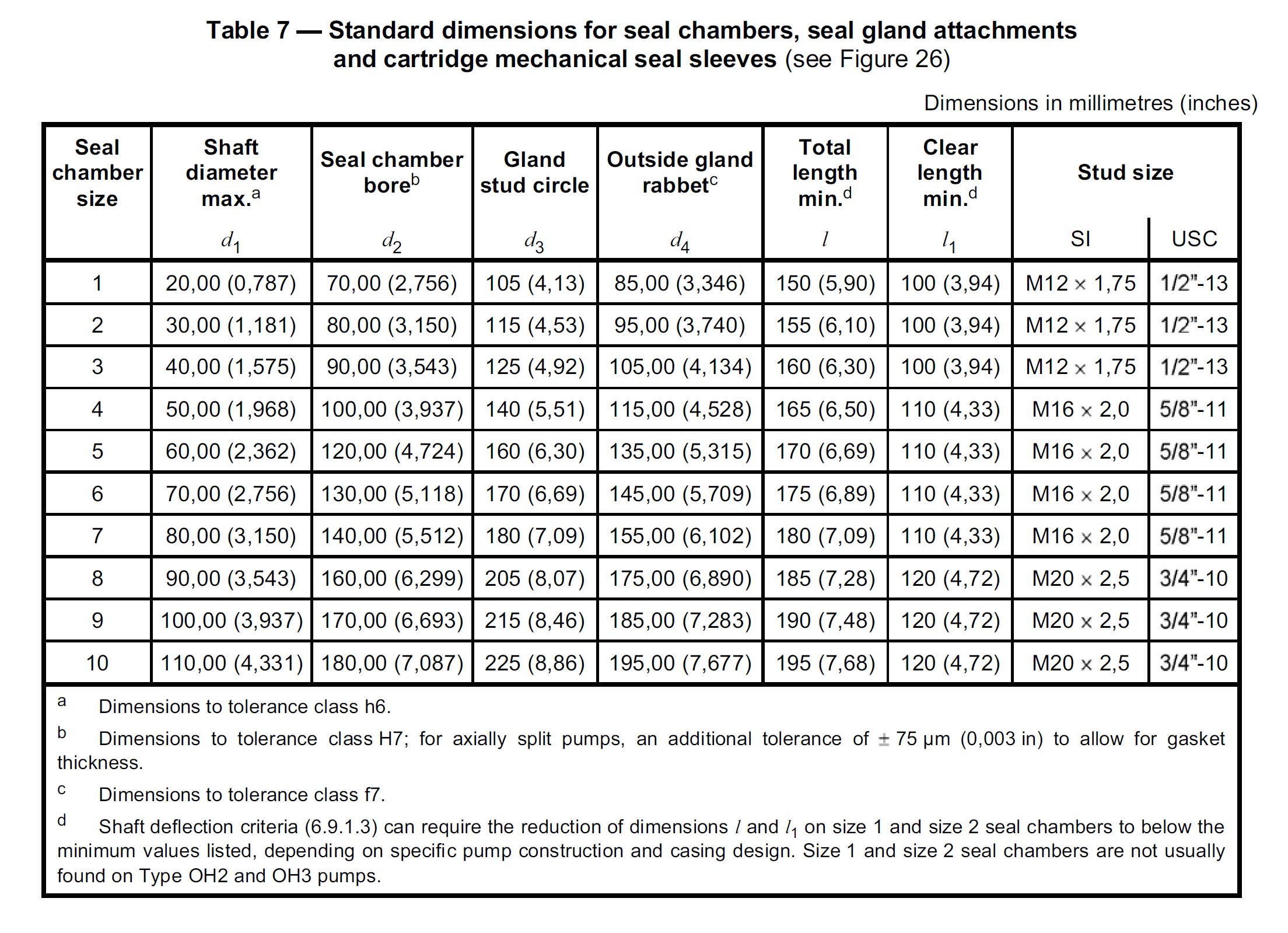
برای آب بندی پمپ های فرآیندی تحت استاندارد API610 می بایست از آب بند مکانیکی مطابق با استاندارد(API682) ISO 21049 استفاده شود. ابعاد محفظه آب بندی (Seal chamber) می بایست مطابق نیازمندی های جدول 7 و شکل 26 استاندارد API610 11th Ed. باشد.
در ویرایش 11 استاندارد API610 بخش مربوط به آب بند مکانیکی از برگه های اطلاعاتی حذف شده و به برگه های اطلاعاتی استاندارد ISO 21049 ارجاع داده شده است.

· بر اساس استاندارد API682 بدون توجه به چیدمان و نوع آب بندی, آب بندهای مکانیکی باید به صورت کارتریج (Cartridge) باشند. طبق این استاندارد کارتریج آب بند مکانیکی شامل, بوش محافظ محور (Sleeve), Gland, آب بند اولیه, آب ثانویه و بقیه اجزاء آب بند مکانیکی میشود. آب بند مکانیکی باید بدون باز کردن محرک پمپ قابل باز کردن باشد.
· آب بندهای مکانیکی به کار رفته در پمپها باید به صورت متوازن (Balanced) باشند.
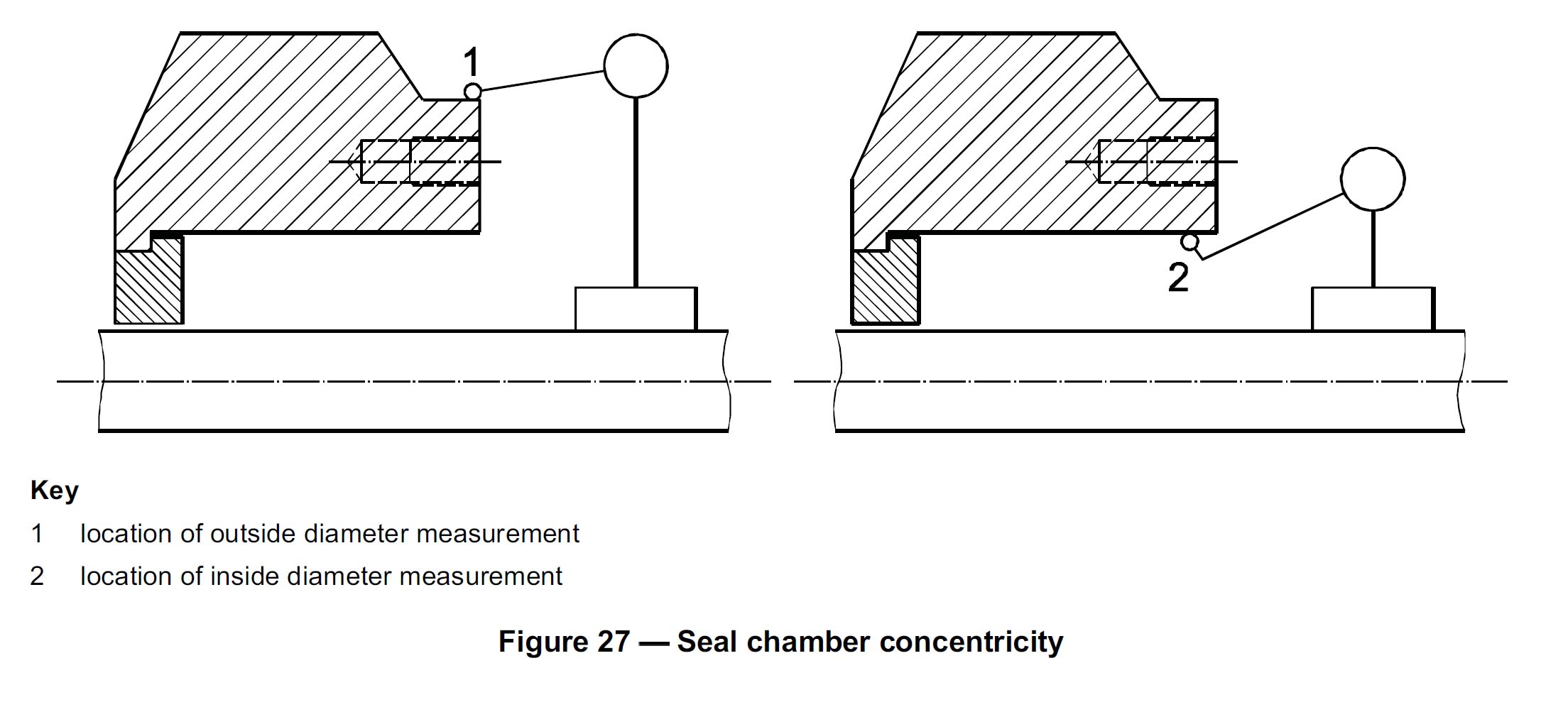
· برای هم مرکز کردن Gland با محفظه آب بندی باید از نافی (Register Fit) استفاده شود. هم مرکز کردن اجزاء آب بندی با استفاده از محل پیچهای Gland قابل قبول نمیباشد. سطح نافی باید هم مرکز با محور بوده و Total Indicated Run-out آن نباید بیشتر از mm 125 باشد.(شکل 27)
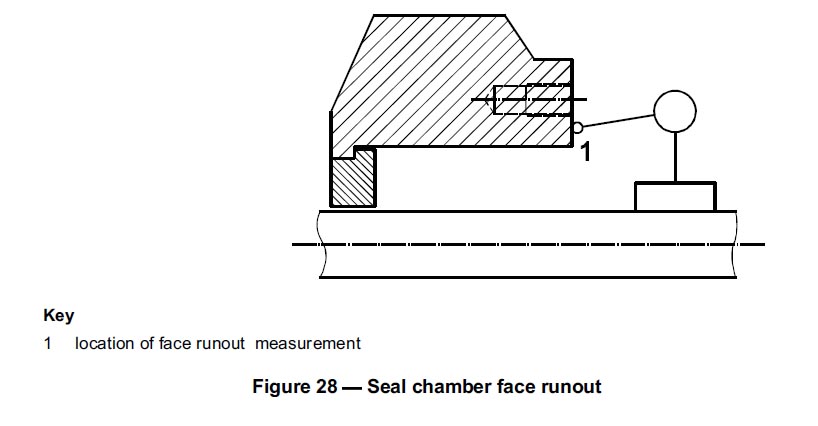
· عملکرد آب بند مکانیکی وابسته به مقدار Runout محفظه آب بندی است. مقدار Runout وجه جانبی محفظه آب بندی هنگامی که در راستای عمود بر محور اندازهگیری میشود نباید بیشتر از 0.5mm/mm باشد. (شکل 28)