دوره کامل
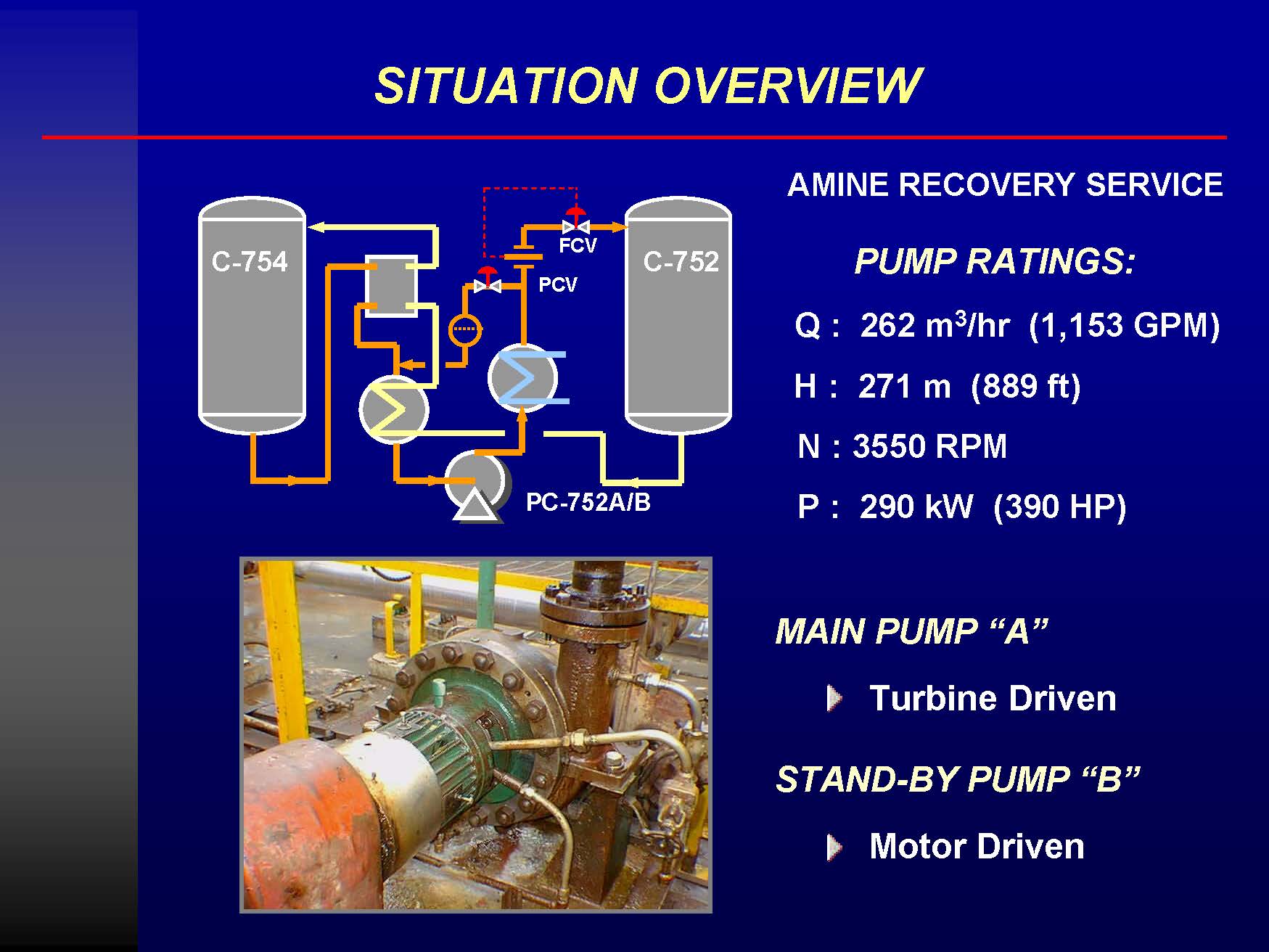
آموزش پمپ های API610 (پمپ های فرآیندی) - بخش بیست
جنس قطعات (Materials)
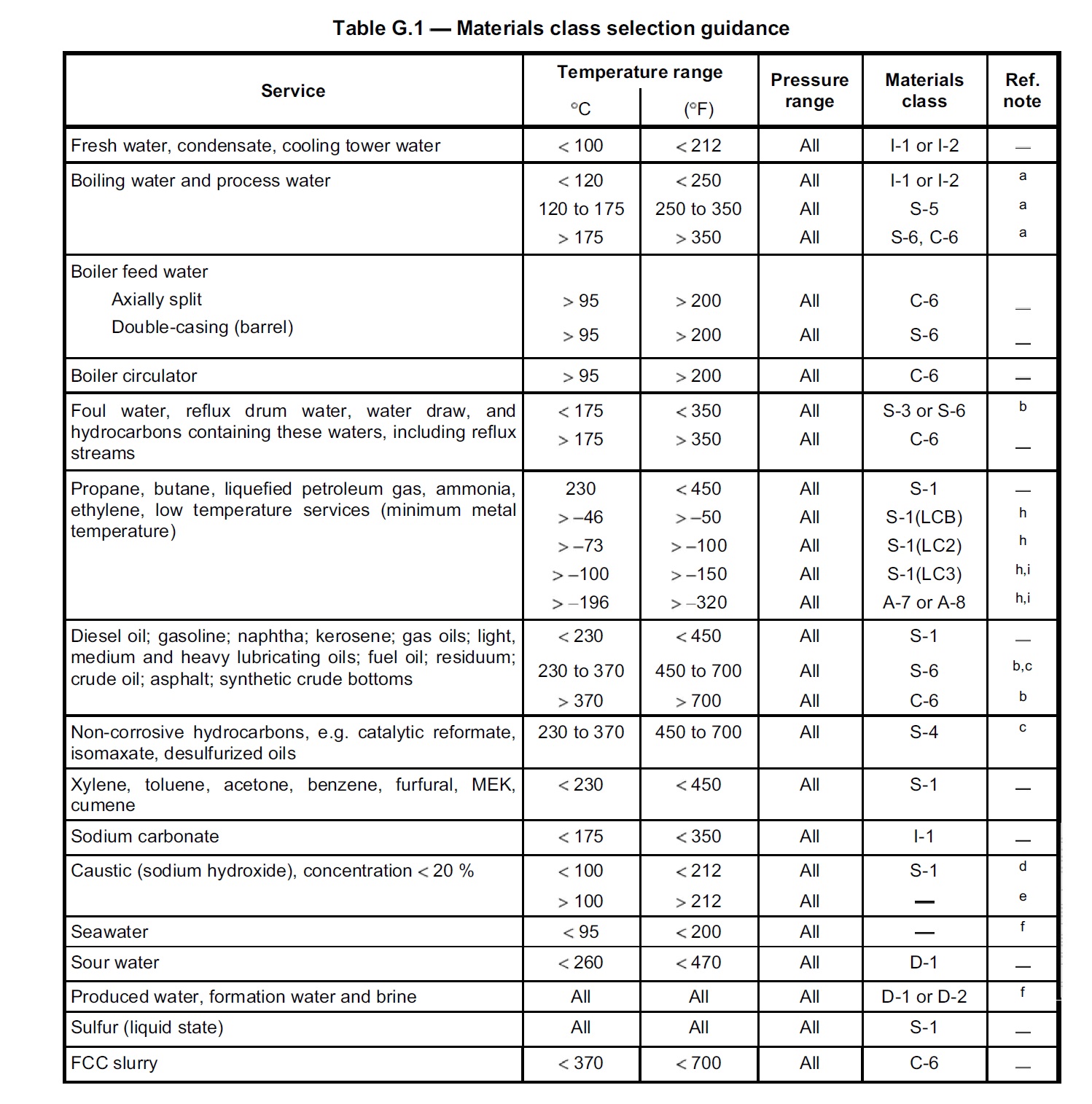
خریدار
می بایست کلاس مواد قطعات پمپ را مشخص نماید. به منظور راهنمایی در جدول G-1 استاندارد کلاس مناسب برای سرویس های
مختلف آورده شده است. ممکن است به منظور طول عمر قطعات و یا بهبود عملکرد آنها
موادی برای قطعات از سوی سازنده پیشنهاد گردند. در این صورت این موارد می بایس در
برگه های اطلاعاتی ذکر گردند.
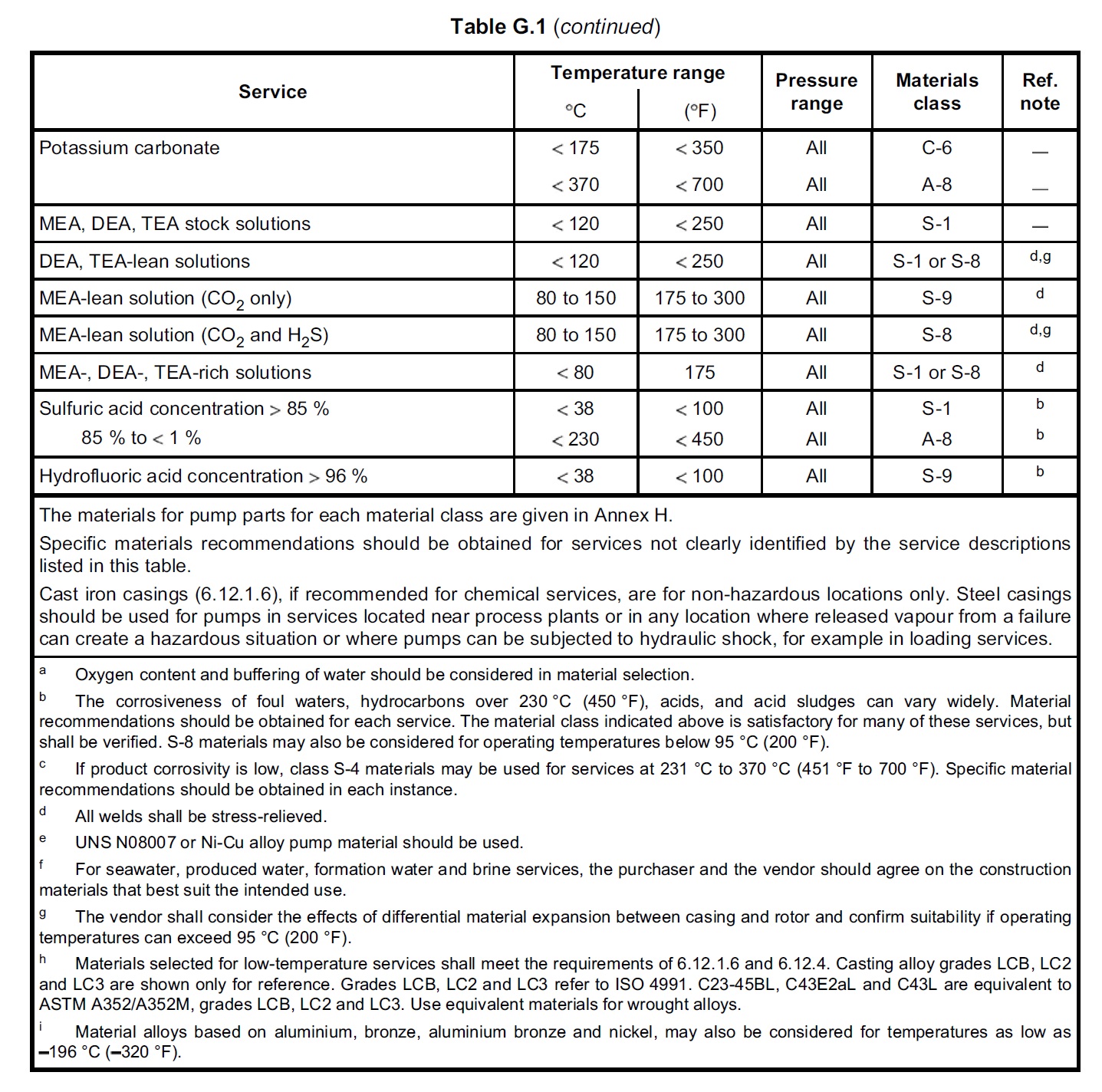
توضیح جداول G-1، H-1 و H-2
استاندارد API 610
انتخاب
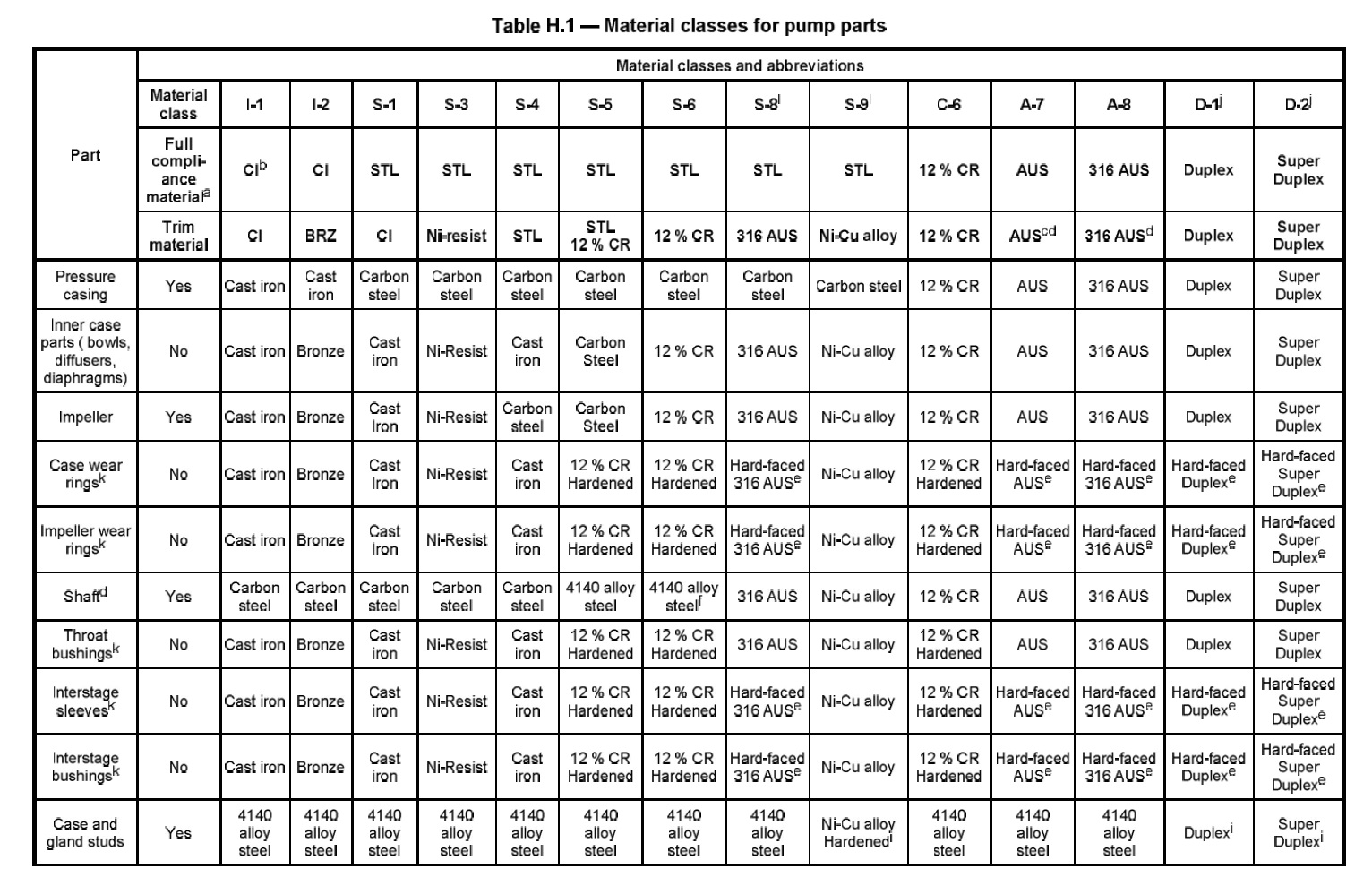
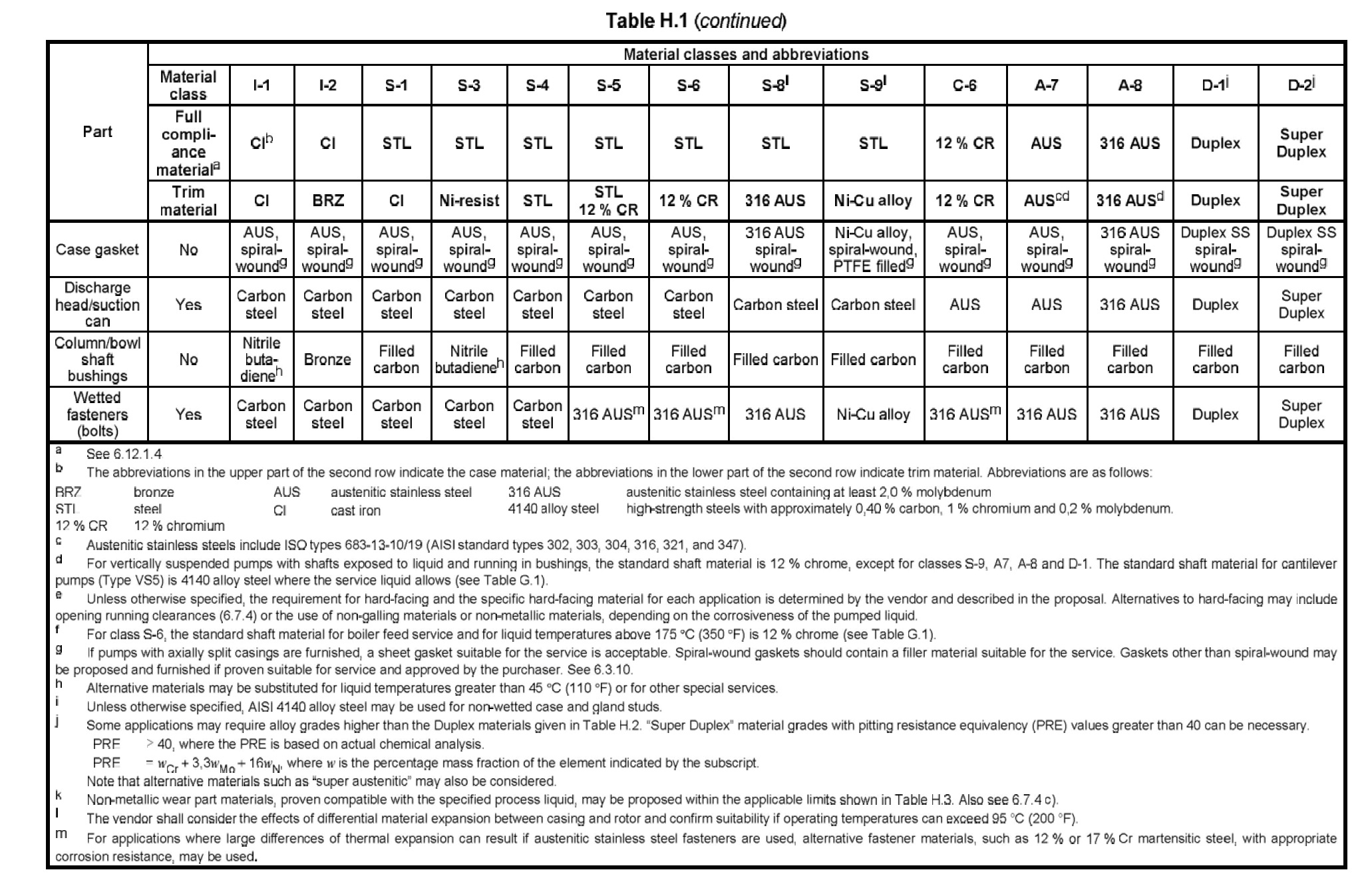
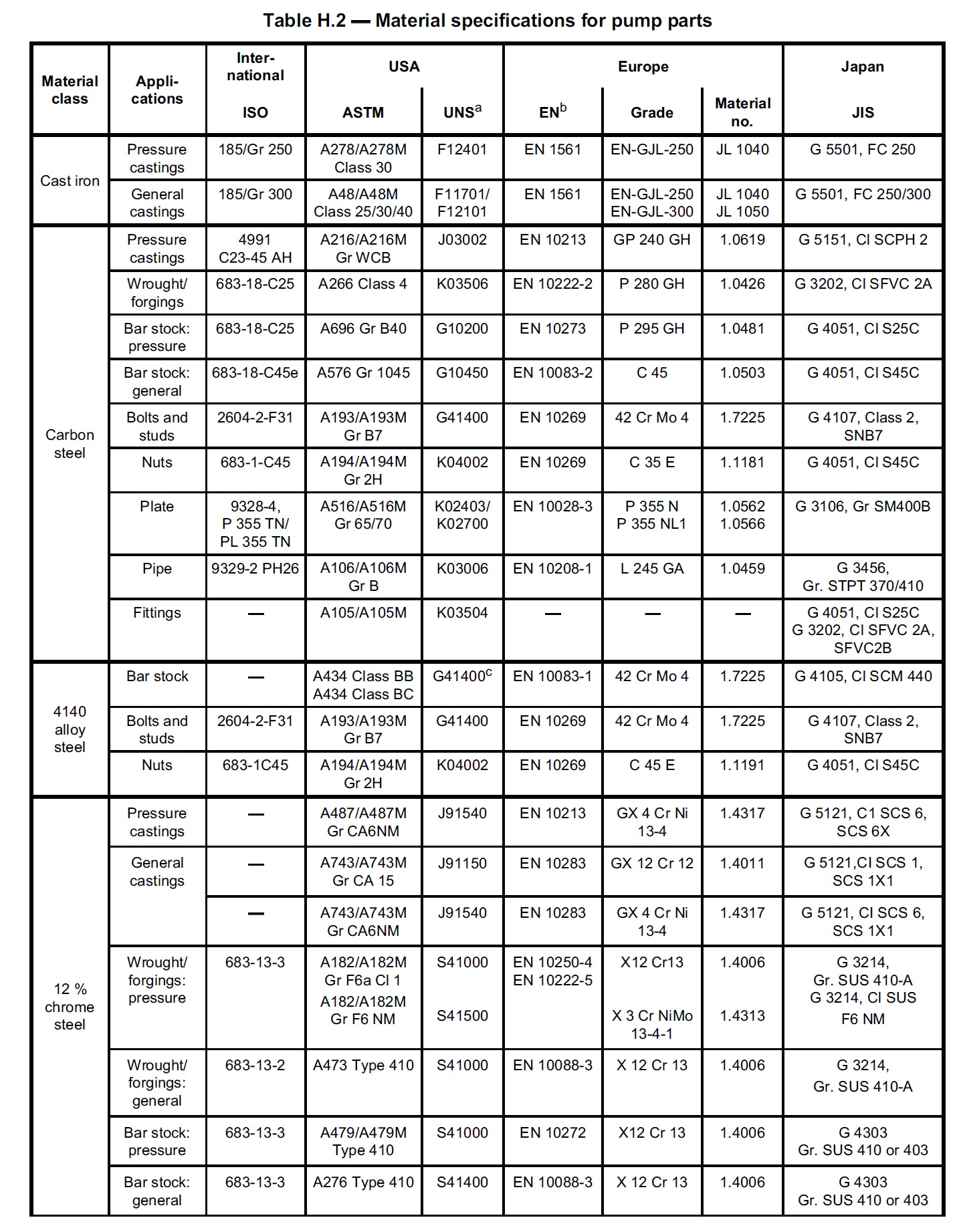
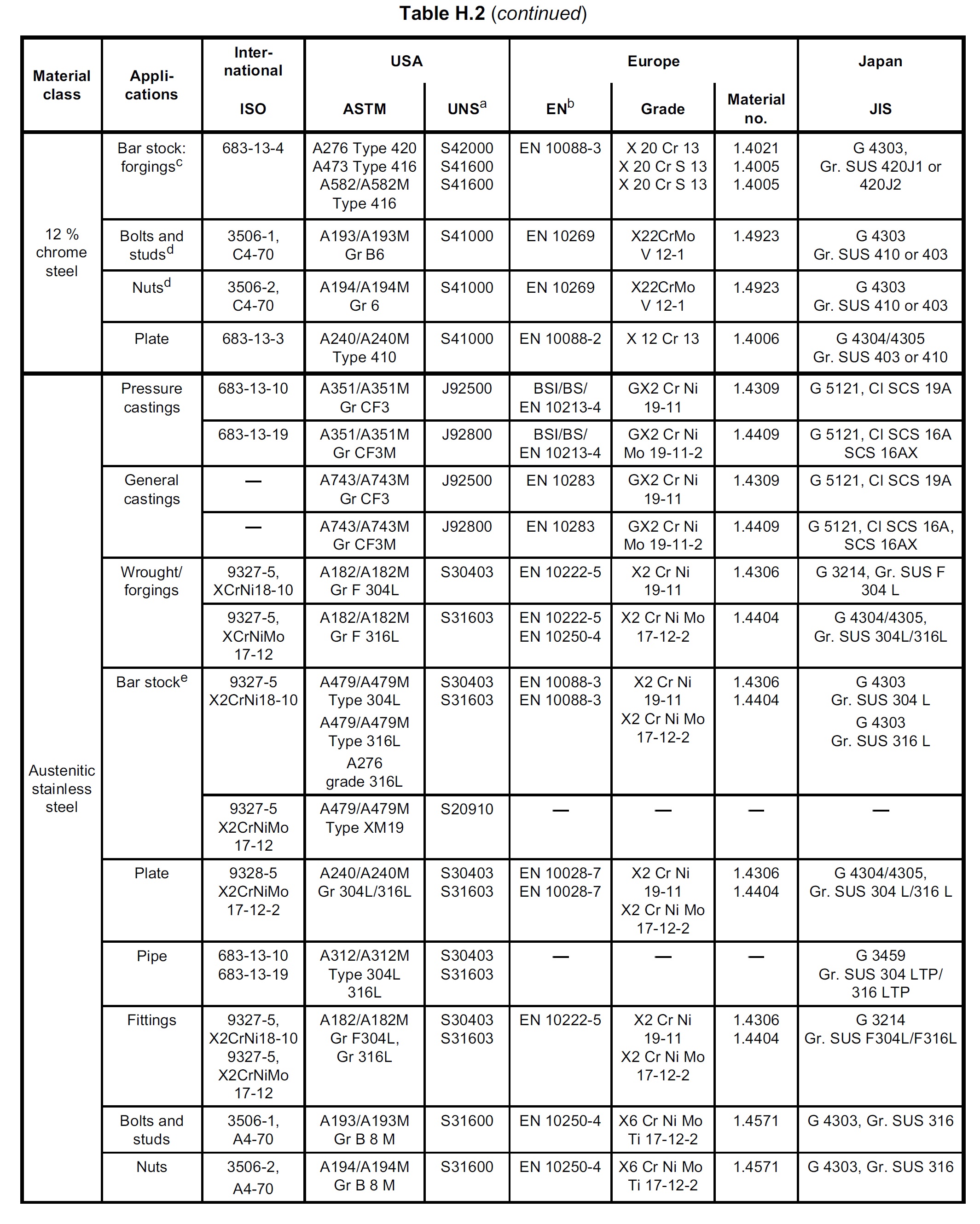
مواد طبق پیوست H استاندارد API 610 انجام میشود. از روی
جدول G-1 می توان
کلاس مواد را تعیین کرد. و طبق کلاس مواد از روی جدول H-1 جنس قطعات تعیین میشود. همانطور که در جدول H-1 دیده میشود ستونی تحت عنوان “Full Compliance Material” وجود دارد. در مورد
اجزائی که عبارت “Yes” در برابر آنها قرار گرفته
است. استاندارد مواد
این اجزاء باید دقیقا مطابق با استاندارهای مواد مشخص شده در جدول H-2 باشند. مثلاً اگر فرض شود که پوسته پمپ از جنسCast Iron می باشد. همانطور که مشاهده میشود برای پوسته
پمپ در ستون “Full
Compliance Material?” عبارت “Yes” آمده است. لذا Cast Iran انتخابی باید دقیقاً مطابق یکی از استانداردهای تعیین شده در ردیف
اول باشد مثلاً در صورت استفاده از استاندارد ASTM باید مطابق ASTM A 278 Class 30 باشد. در مورد اجزاء دیگری که در ستون “Full Compliance Matrial?” عبارت “No” آمده است این اجزاء باید با موادی که دارای ترکیب شیمیایی قابل
قبول ساخته شوند. لازم به ذکر برای قطعات تحت فشار مانند پوسته
پمپ می بایست از استاندارد ماده از ردیف Pressue casting انتخاب گردد.








در
مواردی که جنس قطعه مطابق استانداردهای صنعتی نیست. تامین کنند ماده می بایست مشخصات کامل فیزیکی و شیمیایی و مشخصات
لازم برای تست ماده را در پروپوزال خود ذکر کند.
از
چدن (کلاس های مواد I-1 و I-2) فقط می
توان در کارکرد هایی که فشار کاری از 17.25
barg بیشتر نمی شود استفاده کرد.
در
صورت درخواست متقاضی فروشنده می بایست گواهینامه مواد شامل آنالیز شیمیایی و
مشخصات مکانیکی ارایه دهد.
خریدار
می بایست وجود عوامل ساینده و خورنده در سیال را مشخص کند. به خصوص مواردی موجب Stress- corrosion cracking و.یا Elastomer
attack می شوند می بایست مشخص گردند.
متقاضی
می بایست مقدار H2S را در سیال
با توجه با درنظر گرفتن تمامی شرایط ممکن مشخص کند.
مشتری
می بایست مشخص کند که آیا به کاهش سختی در موارد نیاز می باشد یا خیر در صورتی وی
درخواست کاهش سختی موارد را بنماید این کاهش سختی می بایست بر اساس استاندارد NACE MR0103 انجام گیرد.
برای
َآشنایی با استاندارد NACE
MR0103 و دریافت متن آن بر روی لینک های زیر کلیک کنید:
1-
متن استاندارد
2-
آشنایی با استاندارد
در صورتی که مشخص گردد که
سختی مواد کاهش یابد، برای مواد آهنی که تحت پوشش استاندارد NACE MR0103 ویا ISO 15156-1(ANSI/NACE
MR0175) قرار نمی گیرند مقدار تنش تسلیم نبایست از 620 N/mm2 بیشتر شود و مقدار سختی می بایست
کمتر از HRC 22 باشد. قطعاتی که با جوشکاری ساخته می
شوند در صورت نیاز می بایست پیش از جوشکاری پیش گرم شوند
بنابر این هم جوش و هم مناطق تحت تاثیر حرارت جوشکاری قرار گرفته اند می بایست
نیازمندی های مربوط به تنش تسلیم و سختی را برآورده سازند.
در
صورتی که مشخص گردد که مقدار سختی مواد کاهش یابد، حداقل سختی قطعات زیر می بایست
الف)
پوسته تحت فشار
ب)محور
( شامل مهره های موجود بر روی محور که با سیال در تماسند)
ج)
قطعاتی از آب بند مکانیکی که فشار را تحمل می کنند ( به جز Seal Ring and Mating Ring)
د) پیچ هایی که با سیال در تماسند
ه) Bowl
برای
عملکرد مناسب پمپ سختی رینگهای سایشی باید بالاتر از 22 راکول C باشد. میتوان باتوافق خریدار به جای استفاده از رینگهای سایشی
سطوحی که دچار سایش میشوند را با استفاده از پوشش مناسب سختکاری کرد.
محفظه یاتاقان، براکت مابین محفظه یاتاقان و پوسته پمپ و پایه
های آن به جز در کلاس های مواد I-1 و I-2 می بایست
استیل باشد.