چهارشنبه, ۷ بهمن ۱۳۹۴، ۰۹:۳۷ ب.ظ
بایگانی
- آبان ۱۳۹۶ (۱)
- مهر ۱۳۹۶ (۱۲)
- شهریور ۱۳۹۶ (۸)
- مرداد ۱۳۹۶ (۱۸)
- تیر ۱۳۹۶ (۲۳)
- خرداد ۱۳۹۶ (۳۲)
- ارديبهشت ۱۳۹۶ (۲۲)
- فروردين ۱۳۹۶ (۸)
- اسفند ۱۳۹۵ (۱)
- بهمن ۱۳۹۵ (۹)
- دی ۱۳۹۵ (۱۰)
- آذر ۱۳۹۵ (۱۹)
- آبان ۱۳۹۵ (۹)
- مهر ۱۳۹۵ (۸)
- شهریور ۱۳۹۵ (۷)
- مرداد ۱۳۹۵ (۱۱)
- تیر ۱۳۹۵ (۹)
- خرداد ۱۳۹۵ (۱۸)
- ارديبهشت ۱۳۹۵ (۱۵)
- فروردين ۱۳۹۵ (۱۴)
- اسفند ۱۳۹۴ (۳۲)
- بهمن ۱۳۹۴ (۷۲)
- دی ۱۳۹۴ (۸۴)
- آذر ۱۳۹۴ (۷۸)
- آبان ۱۳۹۴ (۱۶)
آخرین مطالب
- ۹۶/۰۷/۱۸کاویتاسیون در پمپ های انرژی بالا
- ۹۶/۰۷/۰۴بررسی سرعت مخصوص مکش – فرصت های جدید
پیوندها
- کانال انرژی، تکنولوژی و استراتژی
- شرکت تدبیر انرژی امید
- Aurum Pumpen
- پایگاه اطلاع رسانی وزارت نفت
- شرکت ملی نفت ایران
- شرکت ملی مهندسی و ساختمان نفت ایران
- شرکت نفت و گاز پارس
- شرکت خطوط لوله و مخابرات
- گروه مپنا
- کارگره ارزیابی و تشخیص شرکتها و موسسات دانش بنیان
- انستیتو توربوماشین دانشگاه تهران
- Turbo institute
- Von Karman Institute for Fluid Dynamic
- Concepts NREC- The Experts in Turbomachinery
- Flowserve Corporation
- Sulzer
- Chevron
- ExxonMobil
- British Petroleum
- American Petroleum Institute
- Australian Institute of Petroleum
- Hydraulic Institute
- National Fire Protection Association
- UL
- American National Standards Institute
- American Society of Mechanical Engineers
- American Society for Testing and Materials
- Institute of Electrical and Electronics Engineers
- German Institute for Standardization
- International Organization for Standardization
- British Standards Institution
- The Journal of Turbomachinery
- MAN Turbomachinery
طبقه بندی موضوعی
-
طرج نو
(۱۲) -
مدیریت
(۱۲۰)-
آموزش مذاکرات بین المللی
(۶) -
مدیریت پروژ
(۱) -
استراتژی
(۷) -
بازاریابی
(۲۵)-
بازاریابی صنعتی
(۸) -
برند
(۴) -
بازاریابی دیجیتال
(۴)
-
-
نگهداری و تعمیرات
(۱۱) -
داده کاوی
(۳)
-
-
آب بند های مکانیکی (Mechanical seal)
(۱۸) -
تشریح مبانی پمپ ها
(۴۸) -
آموزش نیازمدی های استاندارد API610
(۳۸) -
صنایع معدن و فلزی
(۱۱) -
هزینه چرخه عمر ( Life cycle cost )
(۱۵) -
آموزش نصب و راه انداژی پمپ های سانتریفوژ
(۱۷) -
طراحی پمپ و CFD
(۵۸) -
کتاب ها و مراجع
(۲۴) -
قابلیت اطمینان ( Relability )
(۳۰) -
مقالات
(۵۹) -
تکنولوژی اطلاعات در صنعت
(۲۰) -
کمپرسورها
(۳۴)-
کمپرسور رفت و برگشتی
(۴) -
کمپرسور سانتریفوژ
(۱۴) -
توربوکمپرسور
(۲)
-
-
توربین ها
(۵۱)-
توربین بخار
(۲۷) -
توربین گاز
(۱۵)
-
-
مباحث خط لوله (Piping)
(۷) -
مهندسی فرآیند
(۸) -
ابزار دقیق (Instrumentation)
(۱۶) -
پایش وضعیت (Condition monitoring)
(۱۰) -
الکتریک موتورها و مهندسی برق
(۱۵) -
مباحث مرتبط با انتخاب مواد برای تجهیزات
(۱۲) -
انرژی
(۱۷) -
فیلم های آموزشی مهندسی
(۷۴) -
فیلم آموزشی مدیریت
(۱۳) -
تکنولوژی فرآورش در زیر دریا
(۲) -
نوآوری ها و اخبار تکنولوژی
(۲۳) -
تاریخ تکنولوژی
(۸) -
آموزش زبان تخصصی
(۵)
کلمات کلیدی
فیلم آموزشی
پمپ سانتریفوژ
پمپ
فیلم
ویدیو آموزشی
مدیریت
centrifugal pumps
ویدیو
مدیریت استراتژیک
پمپ فرآیندی
طراحی پمپ
صنایع نفت گاز پتروشیمی
پمپ های صنایع نفت و گاز
صنعت نفت و گاز
توربوماشین
استراتژی
مقالات مدیریت
managment
pump
بازاریابی
کمپرسور
دانلود مجانی
نحوه عملکرد
صنعت نفت
pump design
راهبرد
دریافت رایگان مقاله
منابع مدیریت
قابلیت اطمینان
دانلود رایگان مقاله
پربیننده ترین مطالب
- ۹۴/۰۹/۱۰استانداردهای API
- ۹۵/۰۵/۱۲پرینترهای چهار بعدی
- ۹۴/۰۹/۲۱تشابه در پمپ ها
- ۹۴/۰۸/۱۶TEO
- ۹۴/۰۹/۲۱هم محورسازی (Alignment)- بخش دوم

چهارشنبه, ۷ بهمن ۱۳۹۴، ۰۹:۳۲ ب.ظ
Risk Register Contents
چهارشنبه, ۷ بهمن ۱۳۹۴، ۰۹:۱۸ ب.ظ
Risk register
فیلم آموزشی در خصوص مدیریت ریسک
?Part 2 - What is Risk register
مدت زمان: 3 دقیقه 3 ثانیه
چهارشنبه, ۷ بهمن ۱۳۹۴، ۰۹:۱۳ ب.ظ
Risk & Uncertainty
فیلم آموزشی در خصوص مدیریت ریسک
Part 1 - Risk & Uncertainty
مدت زمان: 4 دقیقه 50 ثانیه
چهارشنبه, ۷ بهمن ۱۳۹۴، ۰۸:۴۵ ب.ظ
Using integrated solutions as market-shaping/market-driving strategy in oil industry Part 3
Using integrated solutions as market-shaping/market-driving strategy in oil industry
Part 3
استفاده از "راه حل یکپارچه" به عنوان استراتژی شکل دهنده بازار و هدایت کننده بازار در صنعت نفت
بخش سوم
این پژوهش به عنوان تز پایانی دوره MBA در یکی از دانشگاه های مطرح اروپایی ارایه شده است
Recognizing the Role of Uncertainty
Instead of hunt for definite success recipes, managers shall change their view about the environment of their strategic decisions. One of the first steps is to understand the uncertainty and its central role in the business world (Rozenzweig, 2007). To discuss this issue first the definition of uncertainty should be elaborated then the sources of uncertainty in business world will be introduced.
Definition of uncertainty: There is a rich body of publications in definition for uncertainty in different fields. However, to narrow down those to scope of this report the definitions relevant to opportunity and decision making are considered which are connected to the subject of strategy directly. Knight (1921) in his search for the examination of profit, presents a thorough review of uncertainty, its distinction with risk and its bearing on economic process. He has two different ideas of uncertainty; the first is found on possibility of an outcome, the second is about individuals’ subjective expectation about future (Brooke, 2010). The reason for uncertainty in circumstances is that due to lack of knowledge, the meaningful attribution of a probability function to results is impossible (Helmer, 2003). There is a difference between risk and uncertainty, the distribution of probabilities outlines the amount of risk. However, if the probabilities are not known, the expression “true uncertainty” is applicable (van Gelderen et al, 2000).
Sources of uncertainty: Uncertainty can arise from four different types of sources listed here in order of importance: demand structure, supply structure, competitors and externalities (Wernerfelt & Karnani, 1987). Lack of perfect causality, customers and competitors and their unclear behaviours, technological change and ambiguity about internal capabilities of organization are mentioned as some of the sources of uncertainty (Rozenzweig, 2007). Read (2009) specifies that market fragmentation, competitive pressures and new customer tastes are drivers of the trend toward market volatility. The origins of uncertainty can be categorized as industry level, the firm level, and the personal level which are all form of information or knowledge uncertainty (Miller, 1992). Knowledge uncertainty, developments in technology, consumer preferences, and behavior of competitors, human’s limited processing ability, competitors, unfaithful customers, unreliable suppliers, lack of finance, opportunistic employees are all sources of uncertainty (van Gelderen et al, 2000) (Helmer, 2003).
References:
Brooke, G. (2010). UNCERTAINTY, PROFIT AND ENTREPRENEURIAL ACTION: FRANK KNIGHT’S CONTRIBUTION RECONSIDERED. Journal of the History of Economic Though, 221-235.
Helmer, H. (2003). A Lecture on Integrating the Treatment of Uncertainty in Strategy. Journal of Strategic Management Education , 93-114.
Knight, F. (1921). Risk, Uncertainty, and Profit . New York: Harper.
Miller, K. (1992). A Framework for Integrated Risk Management in International Business. Journal of International Business Studies, 311-332.
Rozenzweig, P. (2007, Februery). The halo effect, and other managerial delusions. Retrieved 2011, from The McKinsey Quarterly: http://www.mckinseyquarterly.com/The_halo_effect_and_other_managerial_delusions_1928
van Gelderen et al. (2000). Strategies, uncertainty and performance of small business startups. Zoetermeer: EIM / Business & Policy Research.
Wernerfelt, B., & Karnani, A. (1987). COMPETITIVE STRATEGY UNDER UNCERTAINTY. Strategic Management Journal, 187-1 94.
چهارشنبه, ۷ بهمن ۱۳۹۴، ۰۶:۵۹ ب.ظ
دوره کامل آموزش پمپ های API610 (پمپ های فرآیندی) - بخش بیست- جنس قطعات
دوره کامل آموزش پمپ های API610 (پمپ های فرآیندی) - بخش بیست
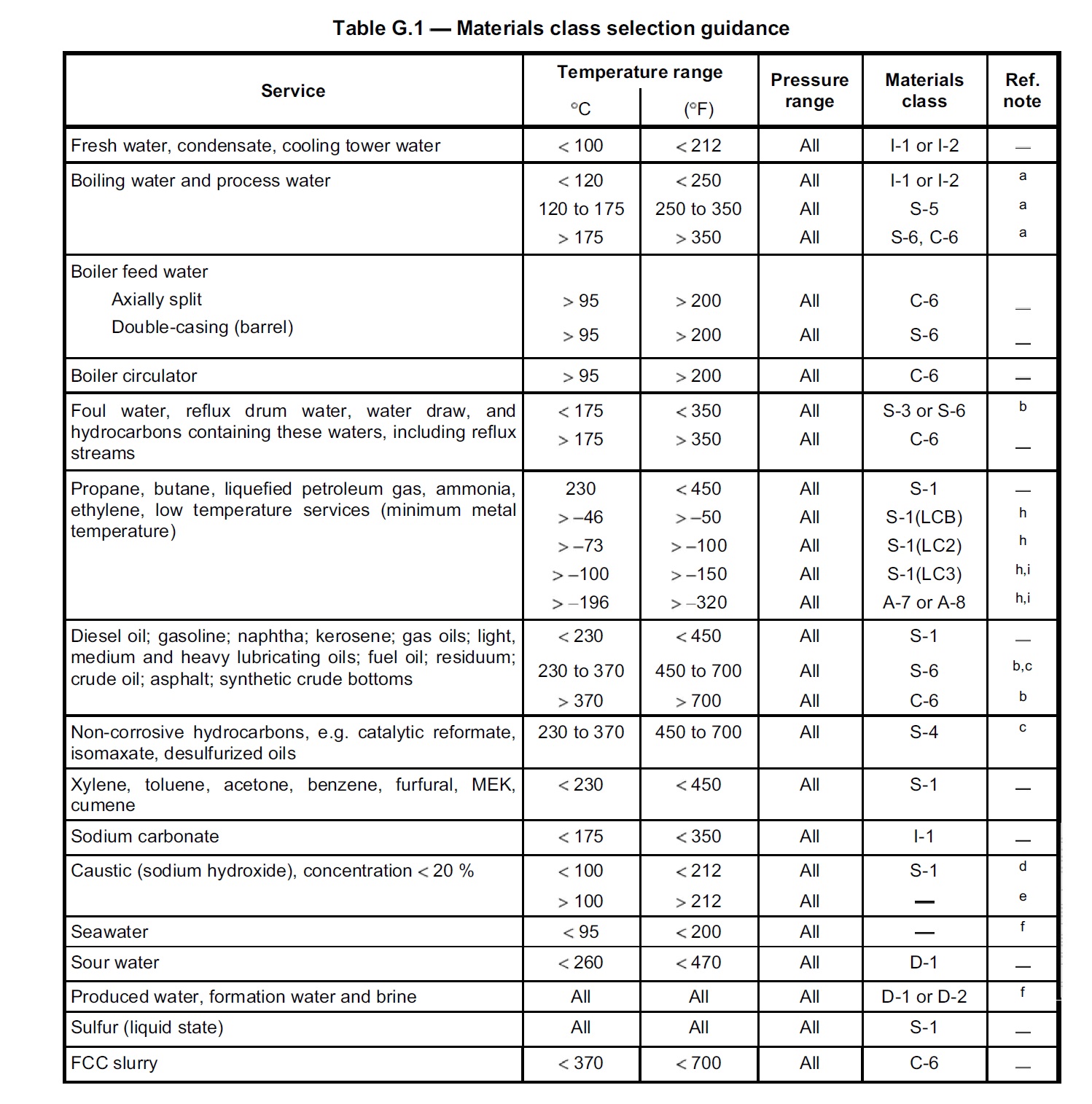
جنس قطعات (Materials)
خریدار می بایست کلاس مواد قطعات پمپ را مشخص نماید. به منظور راهنمایی در جدول G-1 استاندارد کلاس مناسب برای سرویس های مختلف آورده شده است. ممکن است به منظور طول عمر قطعات و یا بهبود عملکرد آنها موادی برای قطعات از سوی سازنده پیشنهاد گردند. در این صورت این موارد می بایس در برگه های اطلاعاتی ذکر گردند.
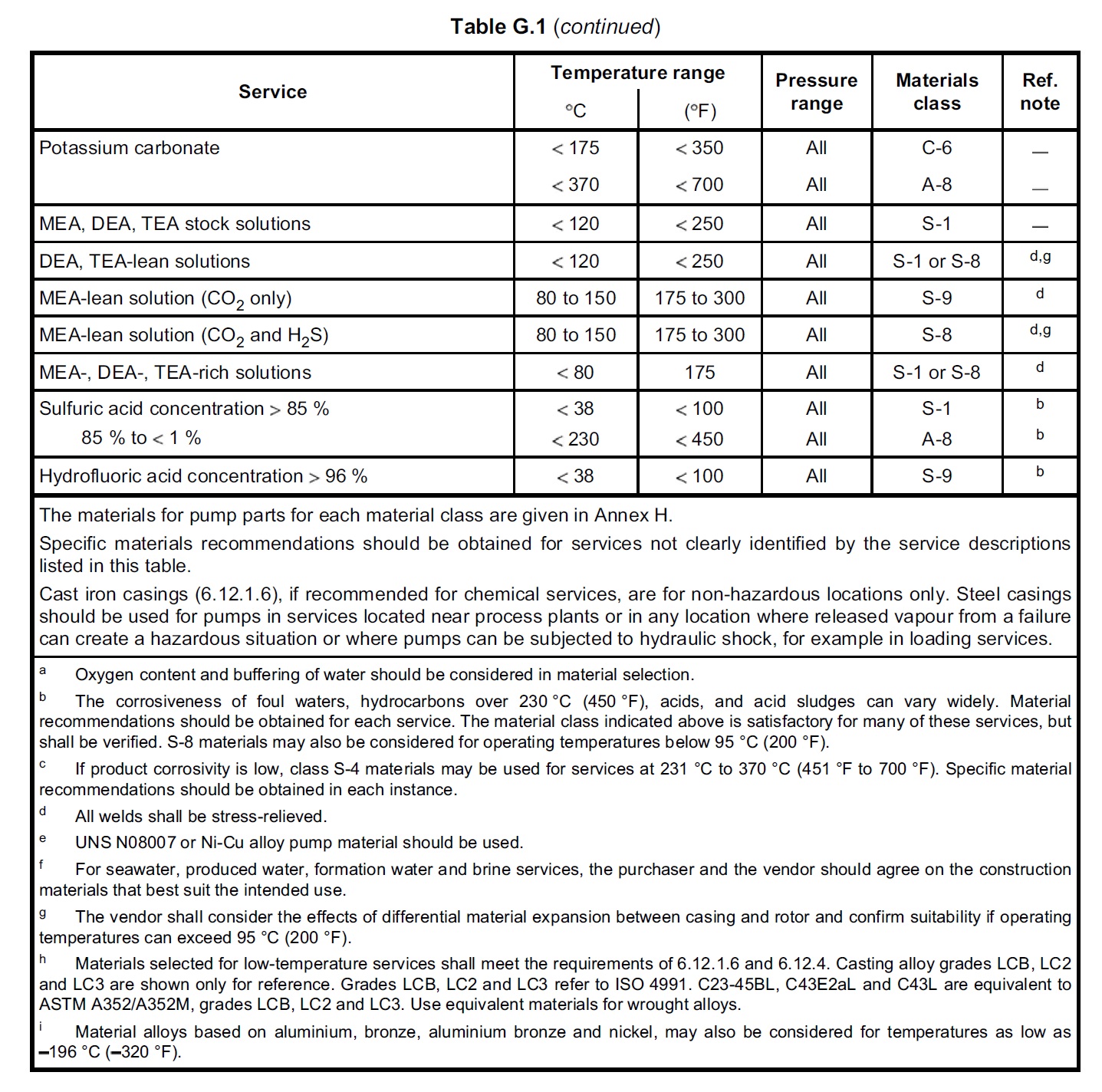
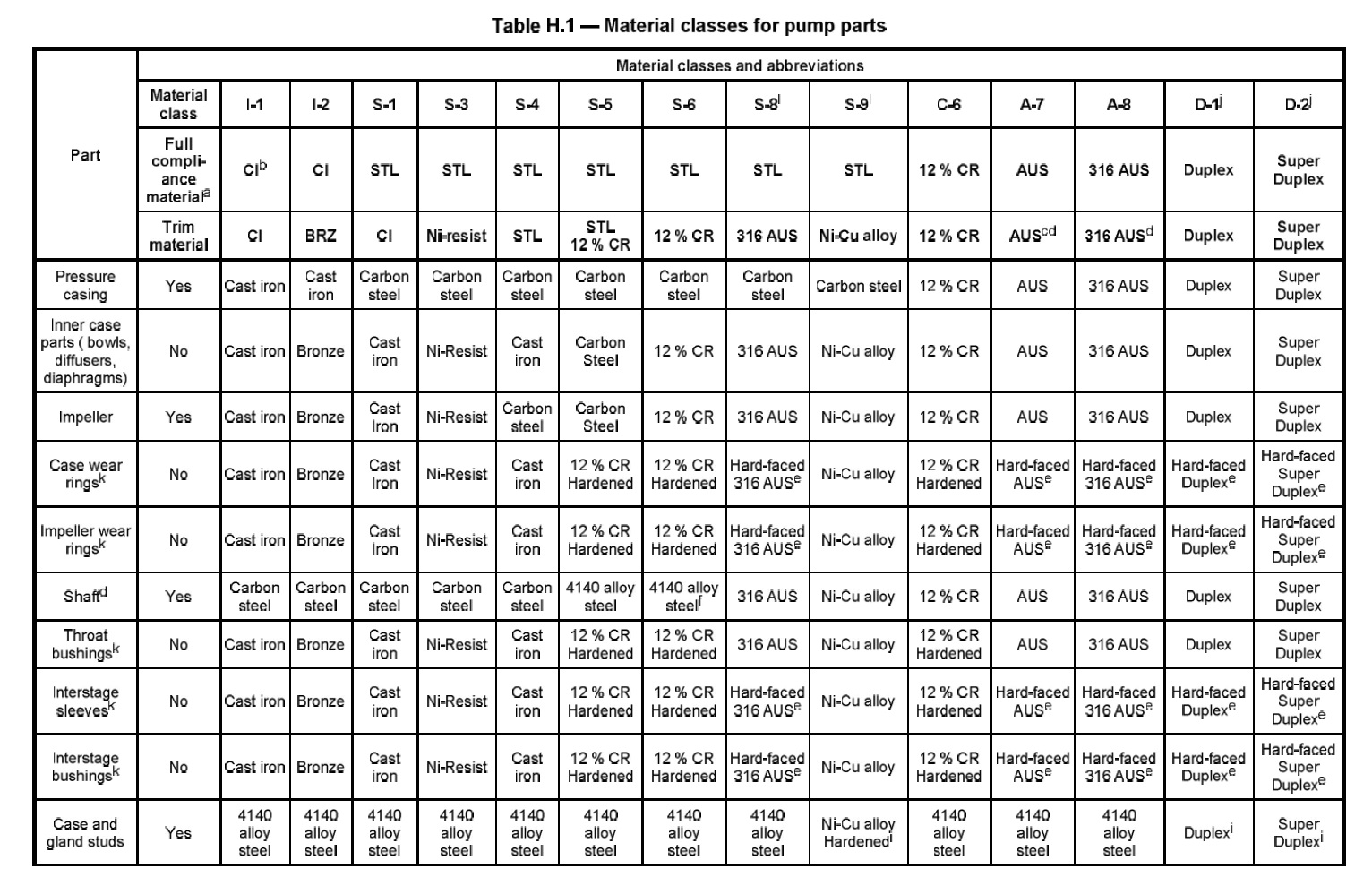
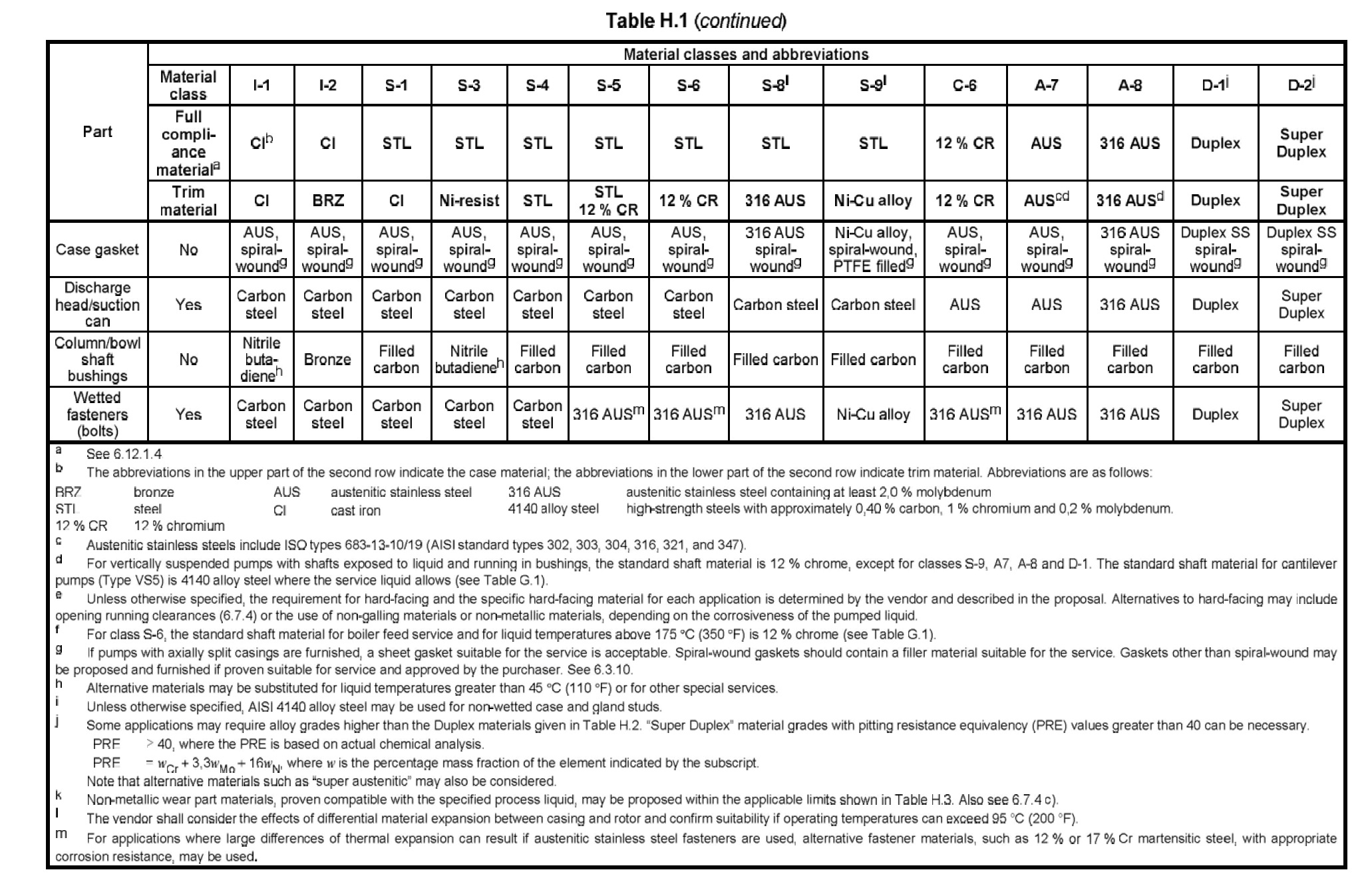
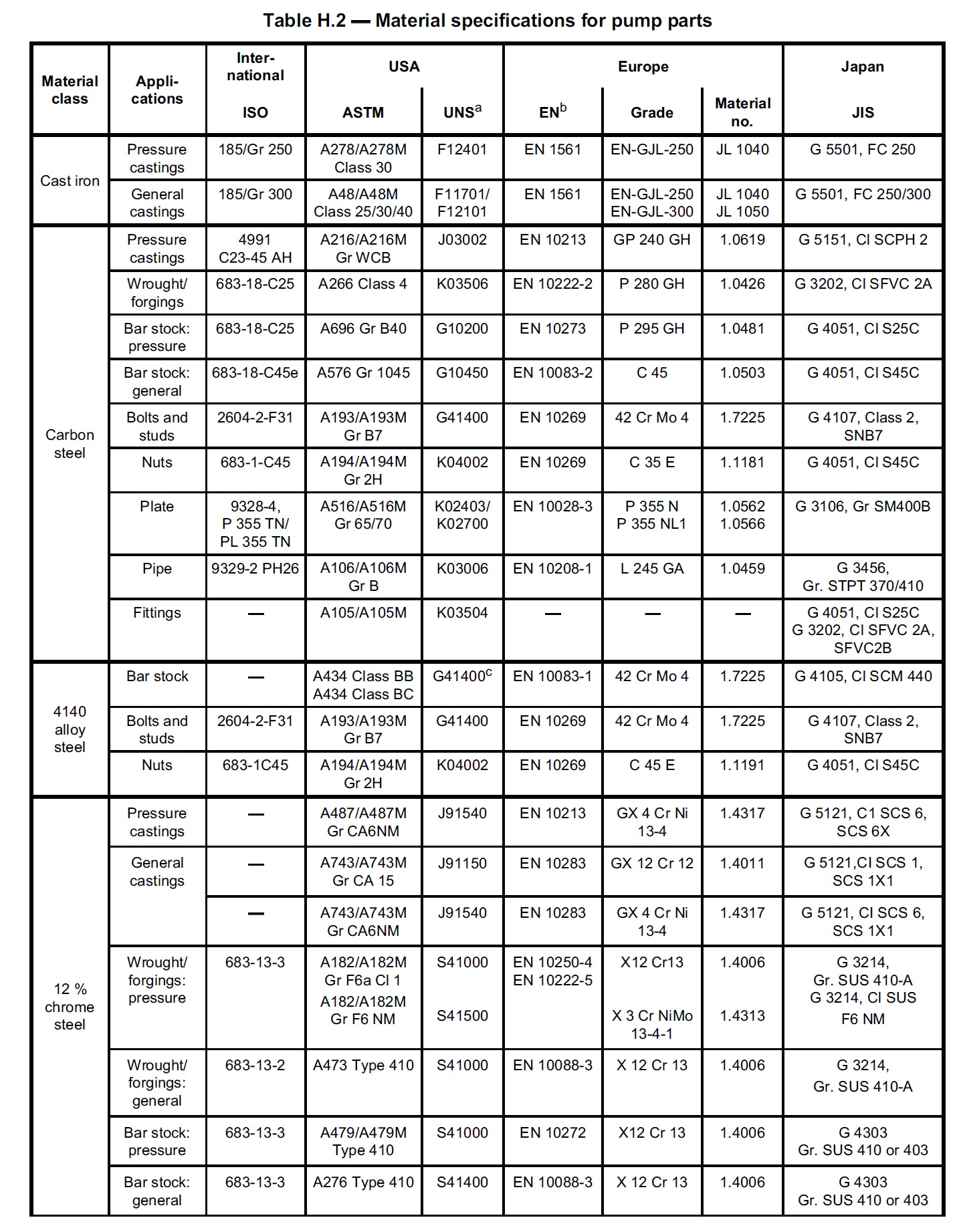
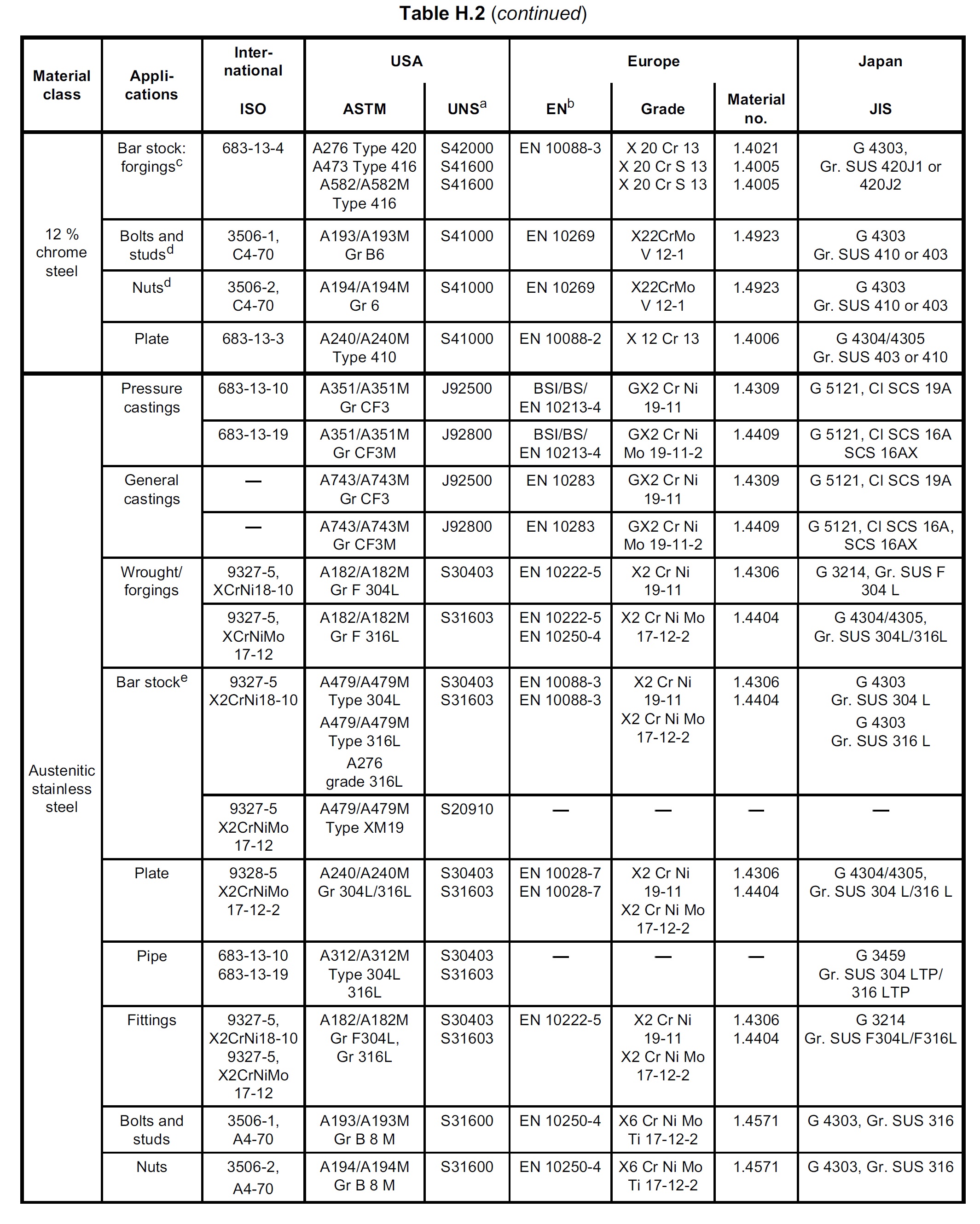
توضیح جداول G-1، H-1 و H-2 استاندارد API 610
انتخاب مواد طبق پیوست H استاندارد API 610 انجام میشود. از روی جدول G-1 می توان کلاس مواد را تعیین کرد. و طبق کلاس مواد از روی جدول H-1 جنس قطعات تعیین میشود. همانطور که در جدول H-1 دیده میشود ستونی تحت عنوان “Full Compliance Material” وجود دارد. در مورد اجزائی که عبارت “Yes” در برابر آنها قرار گرفته است. استاندارد مواد این اجزاء باید دقیقا مطابق با استاندارهای مواد مشخص شده در جدول H-2 باشند. مثلاً اگر فرض شود که پوسته پمپ از جنسCast Iron می باشد. همانطور که مشاهده میشود برای پوسته پمپ در ستون “Full Compliance Material?” عبارت “Yes” آمده است. لذا Cast Iran انتخابی باید دقیقاً مطابق یکی از استانداردهای تعیین شده در ردیف اول باشد مثلاً در صورت استفاده از استاندارد ASTM باید مطابق ASTM A 278 Class 30 باشد. در مورد اجزاء دیگری که در ستون “Full Compliance Matrial?” عبارت “No” آمده است این اجزاء باید با موادی که دارای ترکیب شیمیایی قابل قبول ساخته شوند. لازم به ذکر برای قطعات تحت فشار مانند پوسته پمپ می بایست از استاندارد ماده از ردیف Pressue casting انتخاب گردد.


در مواردی که جنس قطعه مطابق استانداردهای صنعتی نیست. تامین کنند ماده می بایست مشخصات کامل فیزیکی و شیمیایی و مشخصات لازم برای تست ماده را در پروپوزال خود ذکر کند.
از چدن (کلاس های مواد I-1 و I-2) فقط می توان در کارکرد هایی که فشار کاری از 17.25 barg بیشتر نمی شود استفاده کرد.
در صورت درخواست متقاضی فروشنده می بایست گواهینامه مواد شامل آنالیز شیمیایی و مشخصات مکانیکی ارایه دهد.
خریدار می بایست وجود عوامل ساینده و خورنده در سیال را مشخص کند. به خصوص مواردی موجب Stress- corrosion cracking و.یا Elastomer attack می شوند می بایست مشخص گردند.
متقاضی می بایست مقدار H2S را در سیال با توجه با درنظر گرفتن تمامی شرایط ممکن مشخص کند.
مشتری می بایست مشخص کند که آیا به کاهش سختی در موارد نیاز می باشد یا خیر در صورتی وی درخواست کاهش سختی موارد را بنماید این کاهش سختی می بایست بر اساس استاندارد NACE MR0103 انجام گیرد.
برای َآشنایی با استاندارد NACE MR0103 و دریافت متن آن بر روی لینک های زیر کلیک کنید:
در صورتی که مشخص گردد که سختی مواد کاهش یابد، برای مواد آهنی که تحت پوشش استاندارد NACE MR0103 ویا ISO 15156-1(ANSI/NACE MR0175) قرار نمی گیرند مقدار تنش تسلیم نبایست از 620 N/mm2 بیشتر شود و مقدار سختی می بایست کمتر از HRC 22 باشد. قطعاتی که با جوشکاری ساخته می شوند در صورت نیاز می بایست پیش از جوشکاری پیش گرم شوند بنابر این هم جوش و هم مناطق تحت تاثیر حرارت جوشکاری قرار گرفته اند می بایست نیازمندی های مربوط به تنش تسلیم و سختی را برآورده سازند.
در صورتی که مشخص گردد که مقدار سختی مواد کاهش یابد، حداقل سختی قطعات زیر می بایست
الف) پوسته تحت فشار
ب)محور ( شامل مهره های موجود بر روی محور که با سیال در تماسند)
ج) قطعاتی از آب بند مکانیکی که فشار را تحمل می کنند ( به جز Seal Ring and Mating Ring)
د) پیچ هایی که با سیال در تماسند
ه) Bowl
برای عملکرد مناسب پمپ سختی رینگهای سایشی باید بالاتر از 22 راکول C باشد. میتوان باتوافق خریدار به جای استفاده از رینگهای سایشی سطوحی که دچار سایش میشوند را با استفاده از پوشش مناسب سختکاری کرد.
محفظه یاتاقان، براکت مابین محفظه یاتاقان و پوسته پمپ و پایه های آن به جز در کلاس های مواد I-1 و I-2 می بایست استیل باشد.
چهارشنبه, ۷ بهمن ۱۳۹۴، ۰۶:۴۷ ق.ظ
دوره کامل آموزش پمپ های API610 (پمپ های فرآیندی) - بخش نوزده: روانکاری
دوره کامل آموزش پمپ های API610 (پمپ های فرآیندی) - بخش نوزده
روانکاری (Lubrication)
بر اساس استاندارد API 610 11th Ed. یاتاقان ها و محفظه یاتااقان ها می بایست برای رونکاری با روغن های معدنی طراحی گردند.
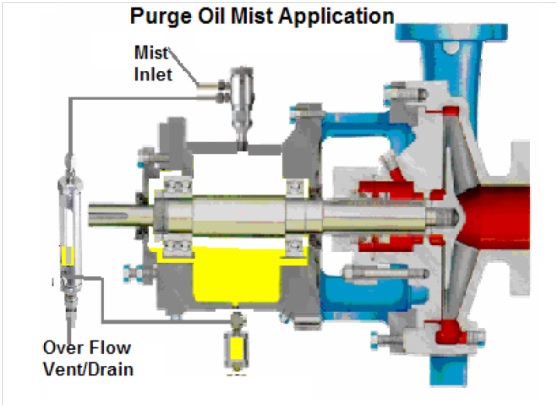
در صورتی که متقاضی درخواست نماید، سازنده می بایست بر روی محفظه یاتاقان ملاحظات لازم برای روانکاری به روش های Pure oil-mist یا Purge oil-mist پیش بینی های لازم را در نظر بگیرد.
در روش روانکاری با Oil-mist روغن در یک سیستم مرکزی به صورت گرد درآمده و مخلوط هوا و روغن با فشار از طریق لوله کشی به محفظه یاتاقان وارد می گردد. در صورتی که روغن درون محفظه یاتاقان جمع گردد به این روش Purge oil-mist گفته شده و در صورتی که روغنی داخل محفظه یاتاقان جمع نگردد به آن Pure oil-mist گفته می شود. نمونه هایی از این روش ها در شکل های زیر نمایش داده شده است.

در صورتی که مشتری درخواست نماید که یاتاقان های غلتشی با گیریس روانکاری گردند، شرایط زیر می بایست لحاظ گردد:
الف) عمر مفید گیریس (بازه ای زمانی تعویض) می بایست بر اساس روش های توصیه شده سازنده یاتاقان ها و یا روش جایگزینی که خریدار تعیین می کند تخمین زده شود.
ب) درصورتی که طول عمر تخمین زده شده برای گیریس کمتر از 2000 ساعت باشد استفاده از گیریس مجاز نمی باشد.
ج) در صورتی که طول عمر گیریس مابین 2000 تا 25000 ساعت باشد تمهیدات لازم برای اضافه کردن گیریس در حین کارکرد یاتاقان در نظر گرفته شده و روش مناسبی برای تخلیه گیریس اضافی در نظر گرفته شود. سازنده می بایست بازه های لازم برای اضافه کردن گیریس را مشخص نماید.
د) در صورتی که عمر گیریس از 25000 ساعت بیشنر باشد از Grease nipple و یا سیستم دیگر اضافه کردن گیریس نباید استفاده گردد.
دوشنبه, ۵ بهمن ۱۳۹۴، ۰۶:۵۳ ق.ظ
فیلم آموزش مبانی پمپ های سانتریفوژ – قسمت نه
فیلم آموزش مبانی پمپ های سانتریفوژ – قسمت نه
پوسته پمپ های سانتریفوژ
دریافت
مدت زمان: 4 دقیقه 54 ثانیه
دوشنبه, ۵ بهمن ۱۳۹۴، ۰۶:۳۷ ق.ظ
فیلم آموزش مبانی پمپ های سانتریفوژ – قسمت هشت
فیلم آموزش مبانی پمپ های سانتریفوژ – قسمت هشت
محور پمپ های سانتریفوژ
دریافت
مدت زمان: 1 دقیقه 28 ثانیه
دوشنبه, ۵ بهمن ۱۳۹۴، ۰۶:۳۰ ق.ظ
فیلم آموزش مبانی پمپ های سانتریفوژ – قسمت هفت
فیلم آموزش مبانی پمپ های سانتریفوژ – قسمت هفت
پروانه پمپ های سانتریفوژ
دریافت
مدت زمان: 4 دقیقه 56 ثانیه