هم محورسازی (Alignment) - بخش اول
آموزش نصب پمپ های سانتریفوژ - بخش 5
هم محورسازی (Alignment)- بخش اول
1- هم محور سازی در حالت افقی
در این قسمت در مورد هم محور سازی پمپهایی بحث میشود که شاسی پمپ و موتور یکی بوده و اتصال محور پمپ به موتور توسط کوپلینگ انعطافپذیر انجام میگیرد.
معمولا هنگامی که پمپ و موتور از سازنده تحویل گرفته میشود هر دو بر روی یک شاسی نصب شده اند و در کارخانه هم محور سازی آنها انجام گرفته است. اما به دلیل اینکه تمام شاسی ها تا حدی دارای انعطاف هستند نباید به باقی ماندن هم محوری طی مراحل حمل و تحویلگیری و دیگر مراحلی که تا مرحله نصب انجام میگیرد، اطمینان کرد. هم محور سازی پمپ و موتور باید پس از عملیات ملات ریزی و خشک شدن ملات و سفت کردن پیچهای نگهدارنده انجام شود و بعد از اتصال لوله کشی به پمپ، هم محوری باید کنترل شود. برای تسهیل در نصب اغلب سازندگان قبل از حمل پمپ یا موتور را با پین موقعیت دهی نمی کنند و یا در صورت لزوم اکثرا فقط پمپ را بر روی شاسی با پین موقعیت دهی میکنند عمل موقعیت دهی پمپ بر روی شاسی بعد از اینکه پمپ در محل نصب قرار گرفت انجام میشود ولی سوراخهای لازم برای بستن موتور ایجاد نمیشود.
2- تراز کردن پمپ و موتور
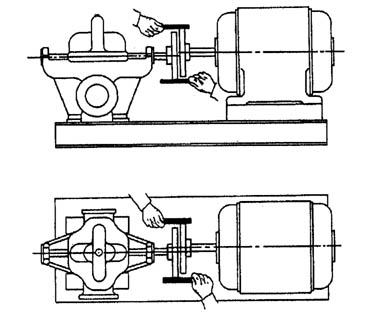
بعد از اینکه پمپ بر روی پی قرار گرفت نیمه های کوپلینگ از هم جدا میشود و تا زمانی که هممحورسازی پمپ و موتور و نیمه های کوپلینگ به طور کامل انجام نگرفته است، نباید به هم متصل شوند. شاسی بر روی بلوکها، صفحات و یا گوه های فلزی با شیب کم قرار داده میشود. (شکل 1) محل قرارگیری این قطعات باید در نزدیک پیچهای پی باشد. در واحدهای بزرگ ( با طولهای بیشتر از 3 متر) استفاده از جک های کوچک که متشکل از یک پیچ کلاهدار و مهره میباشد، مرسوم است.
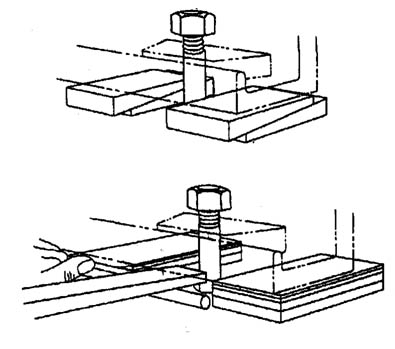
شکل 1: روش تراز کردن شاسی
در هر حالت تکیه گاهها در قسمتی از شاسی قرار میگیرند که بیشترین وزن را متحمل میشود. برای ایجاد تکیه گاهی یکنواخت فواصل تکیه گاهها باید به اندازه مناسب در نظر گرفته شود. برای اندازه های متوسط (طولهای بالای 1.5m) فاصلهای حدود 24in توصیه میشود. بین شاسی و پی برای انجام عملیات ملات ریزی فاصلهای حدود 19 تا 38 میلیمتر باید در نظر گرفته شود.
انجام تنظیمات قطعات نگهدارنده و تکیه گاهها تا هنگامی که محور پمپ و موتور به طور کامل تراز شوند ادامه می یابد. با استفاده از تراز کنترل تراز بودن نازلها و وجوه کوپلینگ باید انجام گیرد.
3- انواع نامحوری و روشهای تنظیم همراستایی محورها
بین محور پمپ و موتور دوحالت از ناهممحوری میتواند وجود داشته باشد.
1- Angular Misalignment
2- Parallel Misalignment
Angular Misalignment: در این حالت محورها با هم موازی میباشند ولی هممرکز نیستند.
Parallel Misalignment: در این حالت محورها با یکدیگر هم مرکز میباشند ولی موازی یکدیگر نیستند.
برای هم راستا کردن محورها نیاز به ابزارهایی مانند شمشه، فیلر، Taper Gage و در صورت استفاده از Alternate Method برای همراستا کردن کوپلینگها نیاز به ساعت اندازهگیری و برای کوپلینگهای Spacer Type نیاز به میکرومتر داخل سنج میباشد. هنگام همراستاسازی نیمه های کوپلینگها باید فاصله ای مناسب از یکدیگر داشته باشند تا هنگام حرکت دادن موتور و محورها به یکدیگر برخورد نکرده و به هم ضربه وارد نکنند.
مقادیر مجاز ناهم محوری و حداقل فاصله مجاز برای نیمه های کوپلینگ توسط سازنده کوپلینگ معین میشود.
هنگامی که محیط خارجی کوپلینگ با سوراخ داخلی آن کاملا هم مرکز باشد و وجوه کوپلینگ بر محور عمود باشند از روش چک کردن برای کنترل هم راستایی استفاده میشود. در غیر این صورت از Alternate Method برای همراستا کردن محورها استفاده میگردد. برای کنترل هم راستایی در روش چک کردن از Taper Gauge و فیلر استفاده میشود. در این روش برای کنترل Angular Alignment فیلر و یا Taper Gauge را در فواصل 90 درجه بین دو سطح کوپلینگ وارد میکنند. (شکل 2) هنگامی نیمه های کوپلینگ با یکدیگر همراستا هستند که تمامی فواصل اندازه گیری شده در تمام نقاط یکسان باشند.
شکل 2: نحوه کنترل Angular Alignment
برای کنترل Parallel Alignment از شمشه استفاده میشود در این حالت شمشه را در بالا پایین و اطراف کوپلینگ بر روی طوقه های (Rim) نیمه های کوپلینگ قرار میدهند. هنگامی Parallel Alignment برقرار میشود که شمشه روی هر دو سطح طوقه کوپلینگ بنشیند. (شکل 3)
شکل 3: نحوه کنترل Parallel Alignment
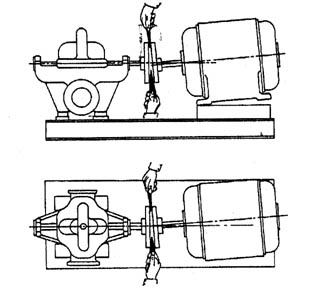
با قرار دادن صفحات فلزی زیر پایه های موتور ناهمراستایی موجود اصلاح میگردد. ولی لازم است پس از هر بار اصلاح، هم راستایی دوباره کنترل شود، زیرا انجام تنظیم در یک جهت ممکن است موجب به هم خوردن تنظیمات در جهت دیگر شود.
بهتر است برای انجام همراستایی صفحه ای فلزی زیرکل پایه موتور قرار داده شود و با بالا و پایین بردن آن عمل همراستایی انجام گیرد.
در هنگامی که موتور در محل نصب بر روی شاسی قرار میگیرد، شاسی همراه با پمپ بر روی پی قرار داده شده و محور پمپ تراز میشود. تراز بودن وجوه کوپلینگ ها و نازل ها کنترل شده و تنظیمات لازم انجام میگیرد.
در حالتی که برای نصب موتور بر روی شاسی Pad در نظر گرفته شده باشد، برای تسهیل در علامتگذاری محل سوراخ پیچها، روی Pad با گچ پوشیده میشود. موتور بر روی شاسی قرار گرفته و فاصله بین کوپلینگها تنظیم میگردد و همراستایی نیمه های کوپلینگ کنترل میشود. در صورتی که شاسی قبلا سوراخکاری نشده باشد محیط سوراخهای پایه موتور بر روی Pad حک شده و سپس موتور از جای خود انتقال داده می شود. محلهای علامتگذاری شده سوراخ گردیده و سوراخها رزوه میشوند. باید لقی مجازی برای هم محور سازی نهایی محورها در نظر گرفته شود. سپس موتور در جای خود قرار داده میشود و جهت دوران آن کنترل می گردد. پیچهای در جای خود قرار گرفته و بعد از کنترل هم محوری به طور کامل بسته میشوند.
در مواردی که دمای کارکرد پمپ بالاتر از دمایی است که پمپ در آن نصب میگردد لازم است تا افزایش ارتفاع پمپ و موتور بر اثر حرارت در نظر گرفته شود و این امکان فراهم گردد که در دمای کاری هم راستایی تنظیم شود. در این موارد باید به دستورالعملهای سازنده رجوع شود.